

Visual Testing (VT) is a non-destructive testing (NDT) method used to inspect materials and components for surface defects, discontinuities, and other visible imperfections. It is one of the oldest and most commonly used NDT techniques, as it provides immediate results and does not require specialized equipment. Trained inspectors visually examine the surface of the material or component under adequate lighting conditions. They look for indications such as cracks, corrosion, porosity, weld defects, surface irregularities, and other anomalies that may affect the integrity or functionality of the inspected item.
Visual inspection can be performed either directly by inspectors who physically inspect the surface of the material or remotely using tools such as borescopes, fiberscopes, or cameras for inspecting areas that are difficult to access. Inspectors may use various inspection aids such as magnifying glasses, mirrors, dye penetrants, and fluorescent or UV lighting to enhance visibility and detect smaller or hidden defects.
Inspection findings, including the location, size, and nature of any detected indications, are documented in inspection reports. Photographs or video recordings may also be taken to provide visual evidence and aid in further analysis or decision-making. Inspectors evaluate the severity and significance of detected defects and anomalies, considering factors such as material type, service conditions, and industry standards. Inspection reports typically include recommendations for repair, further investigation, or maintenance based on the findings. Visual Testing is widely used in various industries such as manufacturing, construction, aerospace, automotive, and oil and gas, among others, to ensure the quality, safety, and reliability of products and structures. While it may not detect subsurface defects, Visual Testing remains an essential and cost-effective method for identifying surface irregularities and defects early in the inspection process.
FAQs:
- How does VT work?
-
VT involves inspecting surfaces under proper lighting conditions, sometimes using magnifiers, borescopes, or cameras to enhance visibility. It helps detect cracks, corrosion, misalignments, and other visible flaws.
- What materials can be inspected using VT?
-
VT can be used on metals, plastics, composites, ceramics, and welds, as long as the defects are surface-breaking and visible.
- Where is VT commonly used?
-
It is widely used in welding inspection, aerospace, construction, automotive, and pressure vessel industries for detecting surface defects.

Penetrant Testing (PT), also known as Liquid Penetrant Inspection (LPI) or Dye Penetrant Inspection (DPI), is a non-destructive testing method used to detect surface-breaking defects in non-porous materials.
It involves surface preparation of the material being inspected by cleaning to remove any contaminants that could interfere with the inspection process. This is followed by application of a Penetrant, a colored liquid penetrant, typically a fluorescent or visible dye. The penetrant is allowed to dwell on the surface for a specified period, allowing it to seep into any surface defects.
Any excess Penetrant is carefully removed after the dwell time, from the surface of the material using a solvent or emulsifier. Finally, a White Developer, usually a dry, powdered substance, is applied to the surface. The developer draws the penetrant out of any defects, causing them to bleed out and become visible against the contrasting background.
The surface is inspected under appropriate lighting conditions, such as ultraviolet (UV) light for fluorescent penetrants or visible light for visible penetrants. Defects will appear as brightly colored indications against the white developer background.
Penetrant Testing is widely used in industries such as aerospace, automotive, manufacturing, and welding to detect surface cracks, porosity, leaks, and other discontinuities in materials such as metals, plastics, ceramics, and composites. It is a versatile and relatively simple inspection method, suitable for both field and laboratory applications, and can detect defects that may not be visible to the naked eye. While MT can only be applied to ferromagnetic materials, PT can be used on any non-porous or coated material.
FAQs:
- How does Penetrant Testing work?
-
PT works by applying a colored or fluorescent liquid to the test surface. The liquid seeps into cracks or defects through capillary action. After a dwell time, excess penetrant is removed, and a developer is applied to draw out the penetrant from defects, making them visible under proper lighting conditions.
- What are the types of penetrants used?
-
The main types of penetrants are Visible (Red Dye) Penetrants (Used under normal lighting condition) and luorescent Penetrants (Require UV (black) light for inspection).
- What materials can be tested using PT?
-
PT can be used on non-porous materials such as Metals (steel, aluminum, titanium, etc.), Ceramics, Plastics, Glass.
Magnetic Particle Inspection (MPI) is a non-destructive testing method used to detect surface and near-surface flaws in ferromagnetic materials.
It works by magnetizing the material and applying magnetic particles, typically in the form of a dry powder or a wet suspension, to the surface.
If there are any defects present, such as cracks or discontinuities, the magnetic particles will be attracted to and accumulate around these areas, making the flaws visible under proper lighting conditions.
MPI is commonly used in industries such as aerospace, automotive, manufacturing, and construction to ensure the integrity of critical components like welds, castings, and forgings. It is a highly effective technique for identifying defects quickly and accurately, contributing to the safety and eliability of various structures and equipment.
FAQs:
- What is Magnetic-Particle Testing (MPT)?
-
Magnetic-Particle Testing (MPT) is a nondestructive testing method used to detect surface and near-surface discontinuities in ferromagnetic materials.
- What materials can be tested using Magnetic-Particle Testing?
-
Magnetic-Particle Testing is primarily used for ferromagnetic materials, such as iron, nickel, and cobalt, or their alloys. Common materials tested include steel, cast iron, and some magnetic stainless steels.
- What are the different types of magnetic particles used in MPT?
-
Magnetic particles used in MPT can be either dry or wet. Dry particles are applied directly to the surface and are typically used for quick, surface-level inspections.

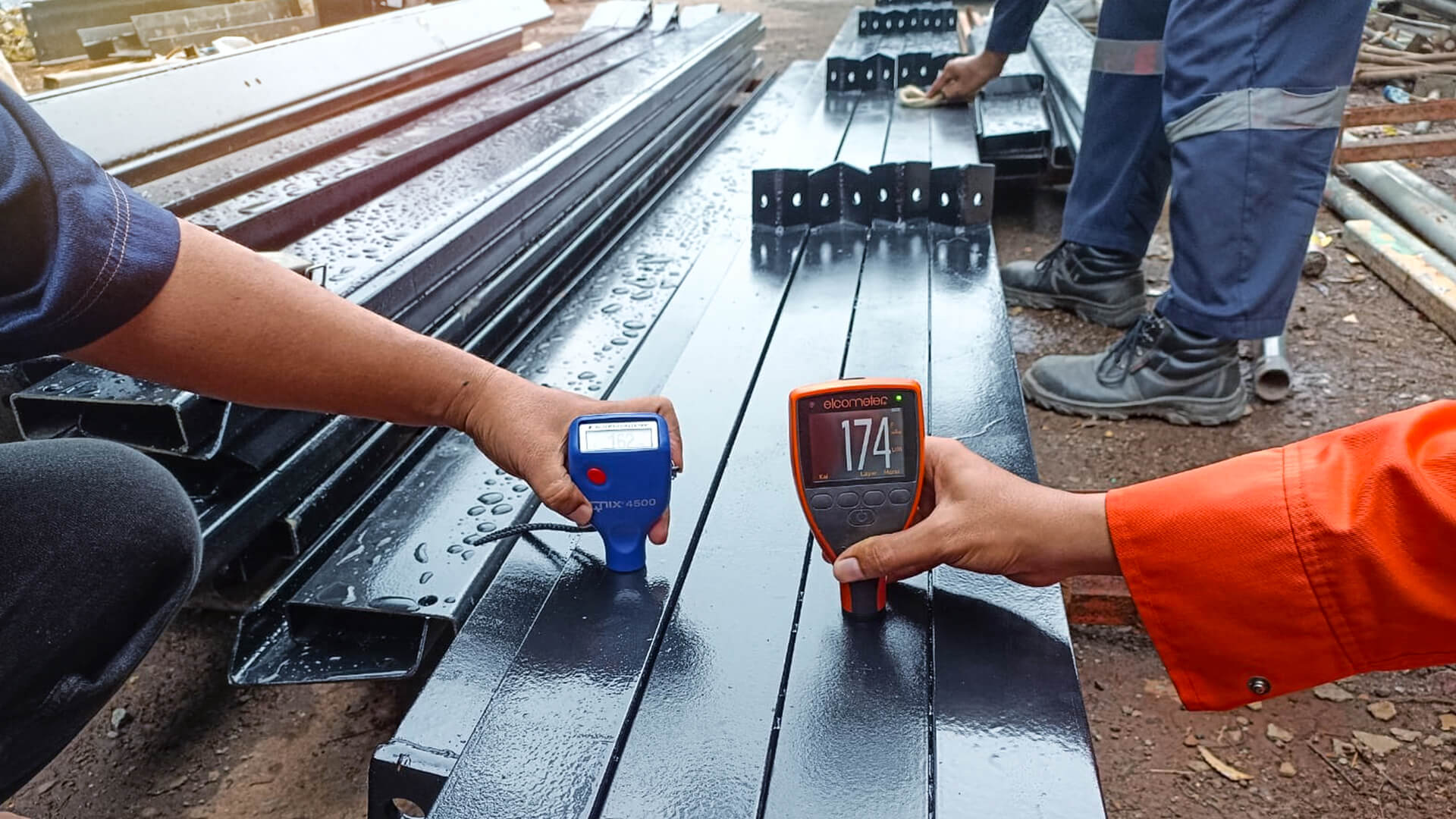
Ultrasonic Thickness Gauging (UTG) is a non-destructive testing technique used to measure the thickness of materials, typically metals, but also plastics, composites, and other materials. It works by sending high-frequency sound waves (ultrasonic waves) into the material and measuring the time it takes for the sound waves to travel through the material and reflect back from the opposite surface.
A transducer probe is placed on one side of the material, and a couplant (often a gel or oil) is applied to ensure good acoustic coupling between the probe and the material surface.
The probe generates ultrasonic pulses, which travel through the material. When the ultrasonic waves encounter a change in material density (such as the back surface of the material), they are partially reflected back to the probe. The time it takes for the ultrasonic waves to travel to the back surface and back to the probe is recorded.
Using the known velocity of sound in the material and the time-of-flight measurement, the thickness of the material is calculated. The measured thickness is displayed on the instrument’s screen, and it may also be recorded for documentation purposes.
UTG is commonly used in various industries, including manufacturing, construction, oil and gas, and aerospace, to assess the integrity of structural components, pipelines, pressure vessels, storage tanks, and other equipment. It is a valuable tool for detecting thinning or corrosion in materials and helps ensure the safety and reliability of critical infrastructure. UTG is particularly useful for inspecting materials that are difficult to access or inspect visually.
FAQs:
- How does UTG work?
-
A probe sends ultrasonic waves into the material, and the time taken for the waves to reflect back from the opposite surface is measured. The thickness is calculated based on the sound velocity in the material.
- What materials can be tested with UTG?
-
UTG can be used on metals, plastics, composites, glass, and ceramics, as long as the material allows sound waves to travel through it.
- What are the advantages of UTG?
-
It provides accurate, quick, and non-destructive measurements without requiring access to both sides of the material, making it ideal for in-service inspections.






